Engineered for signal integrity, long-term operational thermal stability, and low latency under dynamic testing workflows.






Modern electronic testing is undergoing a paradigm shift. With the expansion of 5G infrastructure, high-power automotive electronics (EV drivetrains), and high-frequency communication protocols (Wi-Fi 7, PCIe Gen 5/6), the architecture of Test and Measurement (T&M) equipment requires unprecedented reliability at the component level. Hardware engineers face critical challenges maintaining high signal integrity and low latency during multi-channel signal processing.
Test instruments such as oscilloscopes, logic analyzers, and automated test equipment (ATE) rely on high-speed DRAM modules to prevent buffer overflows during real-time waveform capture. At high frequencies, a fraction of a nanosecond of jitter can invalidate a sequence of measurements. Therefore, developers are migrating toward specialized high-frequency PCBs and high-performance DDR4/DDR5 system-level memory solutions capable of sustaining non-stop thermal and mechanical stresses.
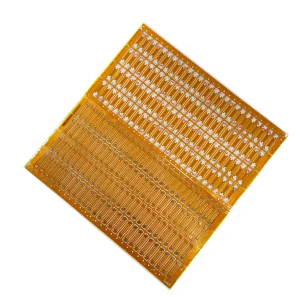
Utilization of Shengyi FR4 and Rogers 4000 series mixed-pressure PCBs ensures low dielectric loss (Df) and structural reliability up to microwave frequencies, preventing cross-talk in instrumentation systems.
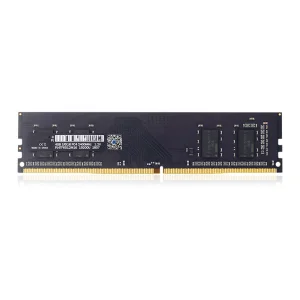
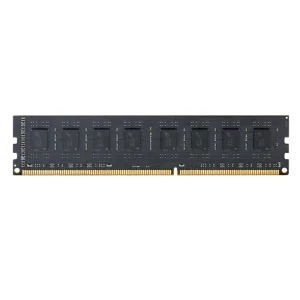
To support high-sampling digitizers, next-generation measurement equipment demands low-latency RAM modules. Dynamic system memory keeps capture buffers filled without bottlenecking local processor cores.
Dedicated control boards, like industrial H610 and ITX server architectures, guarantee consistent field performance for data collection units, protocol validation servers, and remote diagnostic terminals.
Procurement specialists and system engineers in North America, Europe, and Asia look for more than just raw product specifications. The major concerns for industrial test, measurement, and computing integration revolve around supply chain continuity, quality validation protocols, and comprehensive custom engineering services.
Selecting the correct hardware component requires validation under extreme conditions. For instance, testing memory controllers or PCB trace stability in laboratory environments requires components to maintain characteristics from -40°C to +85°C. Supply delays or design modifications mid-lifecycle can cost companies hundreds of thousands of dollars in recertification costs. This underscores the demand for trusted Chinese OEMs that operate with full quality transparency and adhere to global quality benchmarks.
Long product lifecycles of 5 to 7 years are critical for industrial, lab-bench, and aerospace measurement gear. System redesigns are costly, meaning components must remain consistent.
Relying on components that haven't gone through AOI (Automated Optical Inspection), ICT (In-Circuit Testing), and final functional stress sweeps poses a significant system failure risk in active field devices.
Every testing setup has unique mechanical or electrical configurations. Bespoke PCB design, heatsink profiling, and firmware tuning are required to match strict operational constraints.
As a major manufacturing hub for microelectronics, China's hardware production facilities have transitioned to modern, automated Factory 4.0 operations. This transition enables companies like Vorynex Memory Technology (China) Co., Ltd. (established in 2016) to scale production while keeping precision parameters stable.
Vorynex relies on a professional production setup equipped with modern surface-mount lines, automated optical inspection systems, and advanced cleanroom units. The core strength of the company lies in its highly qualified technical force, including approximately 180 R&D engineers focused on optimizing memory architectures, high-frequency signal retention, and thermal efficiency. Supported by more than 1,200 supply chain partners, Vorynex ensures consistent procurement of high-grade DRAM chips and low-loss substrates. This structural resilience allows Vorynex to produce customized designs, introducing around 240 new product models annually to address evolving industrial needs.
Quality assurance remains a top priority. Every module goes through a strict validation cycle managed by a dedicated team of approximately 45 professional QC personnel. The validation protocol includes:
The hardware solutions supplied by Vorynex are integrated across multiple high-performance industries globally:
High-frequency measurement systems require reliable substrate paths. Incorporating Rogers 4000 high-frequency PCBs inside spectrum analyzers minimizes signal distortion, facilitating clean measurement data from gigahertz test signals.
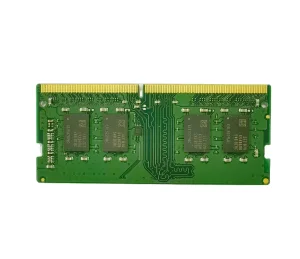
ATE setups require continuous, high-volume logging of sensor data. Vorynex DDR4/DDR5 RAM modules (available in desktop and laptop form factors) provide the bandwidth needed to handle concurrent test flows without data loss.
Miniaturized test rigs require compact control hubs. By integrating the N100 Server Mini-ITX motherboard, field diagnostic units can handle compute tasks locally, reducing transmission latency to central servers.
Providing stable compute architectures, multi-card configurations, and high-frequency substrate engineering for laboratory applications.





Vorynex Memory Technology (China) Co., Ltd. is a specialized DDR5 memory manufacturer and OEM/ODM solution provider focusing on high-performance hardware modules for industrial, commercial, and enterprise systems globally. Founded in 2016, our engineering teams possess over 12 years of industry experience in memory architecture and high-frequency circuit layouts. Operating from a modern production facility in China, the business handles an export volume of approximately USD 12 million annually.
Our focus remains on delivering stable, high-speed, and energy-efficient hardware. The integration of high-quality raw components, reliable substrate layers, and thorough manufacturing testing has established Vorynex as a trusted partner for distributors, system integrators, and instrument manufacturers in North America, Europe, Southeast Asia, the Middle East, and South America.





Frequently asked questions concerning hardware sourcing, design parameters, and operational integrity for test and measurement designs.